Case Studies
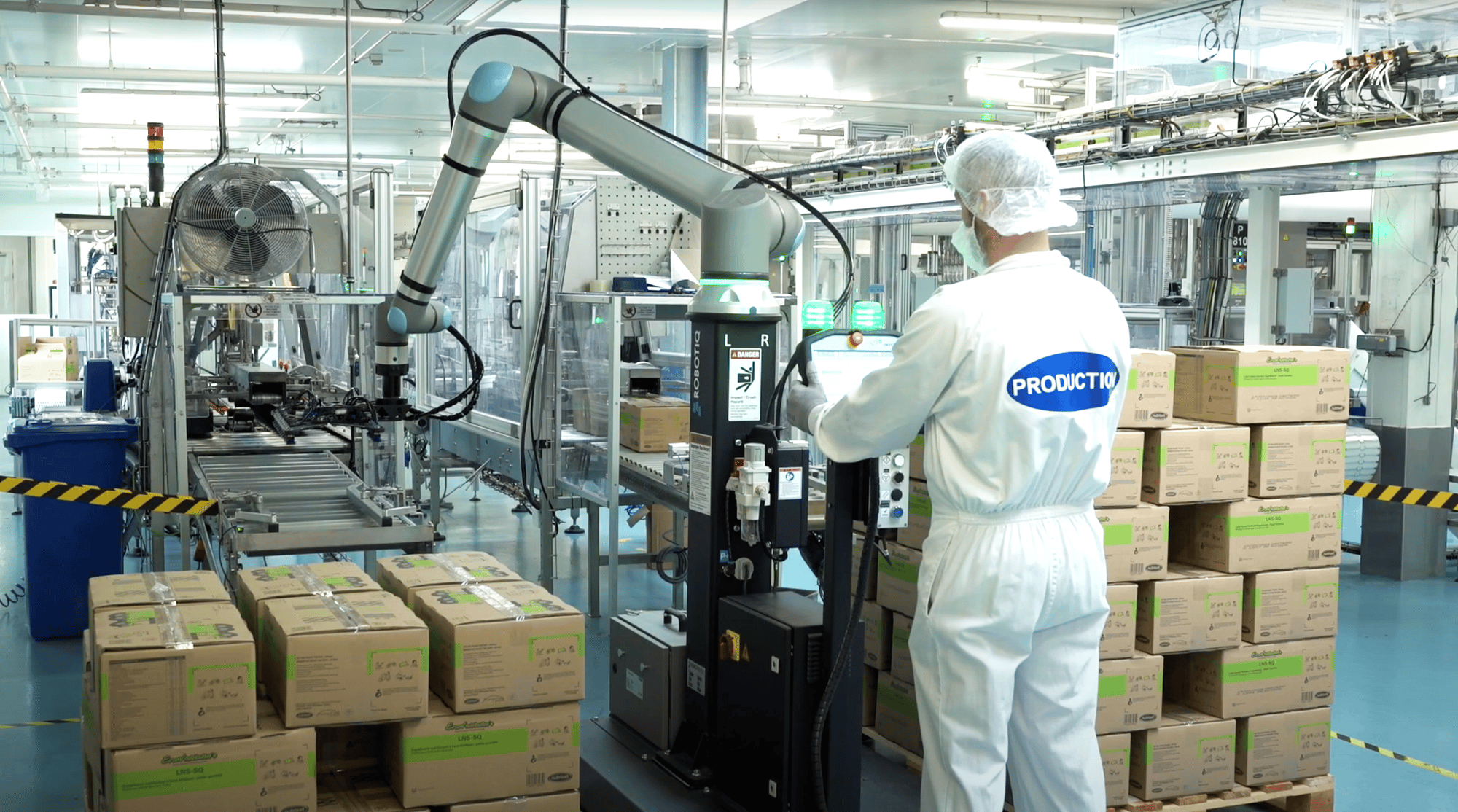
Nutriset
Fueling innovation: Nutriset's automated solution for global nutrition
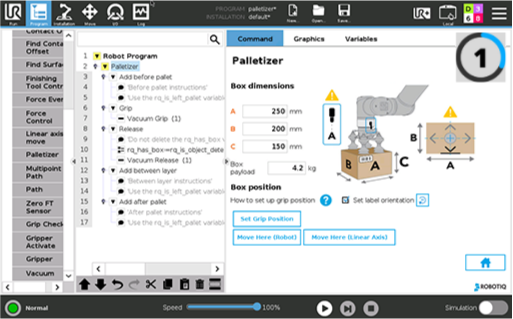
Step 1 - Box dimensions, weight and orientation
Step 1 - Box dimensions, weight and orientation
Step 1 - Box dimensions, weight and orientation